














 53 / 108
53 / 108

B
ased in Durban, home to the busi
est port in the country on the East
Coast of South Africa, Bagtech In
ternational is truly a South African
company with a passion for Africa. At the
helm of it is Mr Fred Coelho (managing di
rector) who is at the centre of every project
undertaken.
Bagtech is in the unique position of run
ning the equipment it manufactures and
sells. We currently bag and blend more than
400 000 tons per annum for ten plus clients
at various operational sites including Om
nia, Yara, Gavilon and others around South
Africa. It is this mix of business that allows
us to understand clients’ needs and that
has made us an efficient warehouse man
agement company.
It is this background that has led to the
company being a leader in fertiliser equip
ment in Africa with more than 90 successful
projects delivered until now. We consider
ourselves an African company and provide
custom made equipment for Africa. Over
the past 24 months we have delivered, in
stalled and commissioned equipment for
over six countries in Africa.
One of our clients is Toyota Kenya, who
encouraged and trusted our AI technology
and experienced team to design the pro
ject of the first fertiliser blending plant for
Kenya. The plant was designed and built
according to Toyota’s safety standards.
This machine can blend, add micronutri
ents, screen the dust, and coat and then
bag the fertiliser. The capacity of the plant
reaches 50 tons/hour, bagging 18 bags/
minute. The bagging machine can bag from
10 kg to 50 kg bags.
Toyota Kenya
‘The fertiliser market of every country has
different requirements to others and we are
prepared to design according to a custom
er’s needs in any market. We are not only a
supplier; we want to bring solutions to our
customers to develop Africa,’ said Coelho.
Manufacturing from our workshop based
in the harbour complex, our machines are
designed after extensive interaction with
the client whereby we are involved in all
aspects from the warehouse design to the
warehouse layout.
All machines are made from 304 stain
less steel and we are able to manufacture
machines with capacities ranging from
40 tons/hour through to 75+ tons/hour. A
smart system with integrated artificial intel
ligence controls all aspects of the process
and allows for the memory of flow rates
which leads to efficient time management.
Our efficiency is carried forward to the ac
curacy of our machines; any improvement
in accuracy no matter how small, will lead
to savings for our clients. Our team consist
ently works on improving the speed, accu
racy and efficiency of our machines for the
client’s benefit.
Machines are transported in four to five
40-foot-high cube containers and shipped
to the client’s operation where it is in
stalled by a team of technicians supplied
by Bagtech. Upon commissioning we hand
over to the client, but not before having pro
vided on the job training for their employees
allocated to run the machine.
Online system support is a much-appreciat
ed aspect of our equipment. For the client’s
benefit, peace of mind as well as to curb
cost, Bagtech is able to access the client’s
machines from anywhere in the world and
attempt to solve any issues online before
sending a technician. This ensures less
down time and less cost for the client.
No matter where you are, our team will pro
vide a solution to your warehousing and
equipment needs. Bagtech is your partner
in the agribusiness industry.
Your fertiliser warehouse
and equipment partner in Africa
Product information
Dave Payne,
finance manager, Bagtech and
Larissa G Zerbatto,
marketing manager, Bagtech International
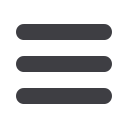
1: Bagtech fertiliser machine and warehousing management service in South Africa.
2: Toyota’s management visited Bagtech's workshop.
2
1
Scan this QR code or visit
https://www.youtube.com/
watch?v=fI9VE7YrkvU&t=47s
for
more information on the Toyota
Kenya NPK fertiliser blending plant.
Fokus
Bemesting
51
July 2018